Méthode de cristallisation en lingot de saphir brut




Diagramme détaillé



Aperçu
A boule de saphirIl s'agit d'un grand monocristal brut d'oxyde d'aluminium (Al₂O₃) qui sert de matière première pour la fabrication de plaquettes de saphir, de fenêtres optiques, de pièces résistantes à l'usure et pour la taille des pierres précieuses.Dureté Mohs 9, excellente stabilité thermique(point de fusion ~2050 °C), ettransparence du haut débitDe l'UV à l'infrarouge moyen, le saphir est le matériau de référence où durabilité, pureté et qualité optique doivent coexister.
Nous fournissons des lingots de saphir incolores et dopés, produits par des méthodes de croissance éprouvées dans l'industrie et optimisés pourÉpitaxie GaN/AlGaN, optique de précision, etcomposants industriels à haute fiabilité.
Pourquoi choisir Sapphire Boule chez nous ?
-
La qualité cristalline avant tout :faible contrainte interne, faible teneur en bulles/stries, contrôle précis de l'orientation pour le découpage et l'épitaxie en aval.
-
Flexibilité des processus :Options de culture KY/HEM/CZ/Verneuil pour équilibrer la taille, le stress et le coût pour votre application.
-
Géométrie évolutive :Boules cylindriques, en forme de carotte ou en bloc avec des plans de coupe personnalisés, des traitements de graine/extrémité et des plans de référence.
-
Traçable et reproductible :Dossiers de lots, rapports de métrologie et critères d'acceptation conformes à vos spécifications.
Technologies de croissance
-
KY (Kyropoulos) :Boules de grand diamètre et à faible contrainte ; privilégiées pour les plaquettes de qualité épitaxiale et les composants optiques où l'uniformité de la biréfringence est importante.
-
HEM (Méthode d'échange de chaleur) :Excellents gradients thermiques et contrôle des contraintes ; idéal pour les optiques épaisses et les matériaux d'alimentation épitaxiés de haute qualité.
-
CZ (Czochralski) :Contrôle rigoureux de l'orientation et de la reproductibilité ; un excellent choix pour un tranchage homogène et à haut rendement.
-
Verneuil (Flame-Fusion) :Économique et à haut débit ; convient aux applications optiques générales, aux pièces mécaniques et aux préformes de pierres précieuses.
Orientation, géométrie et taille des cristaux
-
Orientations standard : plan c (0001), avion a (11-20), Plan r (1-102), plan m (10-10); avions personnalisés disponibles.
-
Précision de l'orientation :≤ ±0,1° par Laue/XRD (plus précis sur demande).
-
Formes :boules cylindriques ou en forme de carotte, blocs carrés/rectangulaires et barres.
-
Enveloppe de taille standard : Ø30–220 mm, longueur 50–400 mm(Plus grand/Plus petit, fabriqué sur commande).
-
Caractéristiques finales/de référence :Usinage de la face d'extrémité/de la graine, méplats/encoches de référence et repères pour l'alignement en aval.
Propriétés des matériaux et des optiques
-
Composition:Al₂O₃ monocristallin, pureté de la matière première ≥ 99,99 %.
-
Densité:~3,98 g/cm³
-
Dureté:Mohs 9
-
Indice de réfraction (589 nm) : nₒ≈ 1,768,nₑ≈ 1,760 (uniaxial négatif ; Δn ≈ 0,008)
-
Fenêtre de transmission : UV à ~5 µm(dépendant de l'épaisseur et des impuretés)
-
Conductivité thermique (300 K) :~25 W·m⁻¹·K⁻¹
-
CTE (20–300 °C) :~5–8 × 10⁻⁶ /K (dépendant de l'orientation)
-
Module de Young :~345 GPa
-
Électrique:Très isolant (résistivité volumique typiquement ≥ 10¹⁴ Ω·cm)
Notes et options
-
Grade d'épitaxie :Bulles/stries ultra-faibles et biréfringence de contrainte minimisée pour les plaquettes MOCVD GaN/AlGaN à haut rendement (2 à 8 pouces et plus en aval).
-
Qualité optique :Transmission interne et homogénéité élevées pour les fenêtres, les lentilles et les hublots IR.
-
Grade général/mécanique :Matières premières durables et économiques pour les verres, boutons, pièces d'usure et boîtiers de montres.
-
Dopage/Couleur :
-
Incolore(standard)
Cr:Al₂O₃(rubis),Ti:Al₂O₃(Ti:saphir) préformes
Autres chromophores (Fe/Ti) sur demande
-
Applications
Semiconducteurs : Substrats pour LED GaN, micro-LED, HEMT de puissance, dispositifs RF (matière première à base de plaquettes de saphir).
Optique et photonique : fenêtres haute température/pression, hublots IR, fenêtres de cavité laser, couvercles de détecteurs.
Produits de consommation et objets connectés : verres de montre, protections d’objectif d’appareil photo, protections de capteur d’empreintes digitales, pièces extérieures haut de gamme.
Industrie et Aérospatiale : Buses, sièges de soupapes, bagues d’étanchéité, fenêtres de protection et hublots d’observation.
Croissance laser/cristalline : matrices Ti:saphir et rubis à partir de lingots dopés.
Données en un coup d'œil (valeurs typiques, à titre indicatif)
| Paramètre | Valeur (typique) |
|---|---|
| Composition | Al₂O₃ monocristallin (≥ 99,99 % de pureté) |
| Orientation | c / a / r / m (personnalisé sur demande) |
| Indice à 589 nm | nₒ≈ 1,768,nₑ≈ 1,760 |
| Plage de transmission | ~0,2–5 µm (dépendant de l'épaisseur) |
| Conductivité thermique | ~25 W·m⁻¹·K⁻¹ (300 K) |
| CTE (20–300 °C) | ~5–8 × 10⁻⁶/K |
| Module de Young | ~345 GPa |
| Densité | ~3,98 g/cm³ |
| Dureté | Mohs 9 |
| Électrique | Isolant ; résistivité volumique ≥ 10¹⁴ Ω·cm |
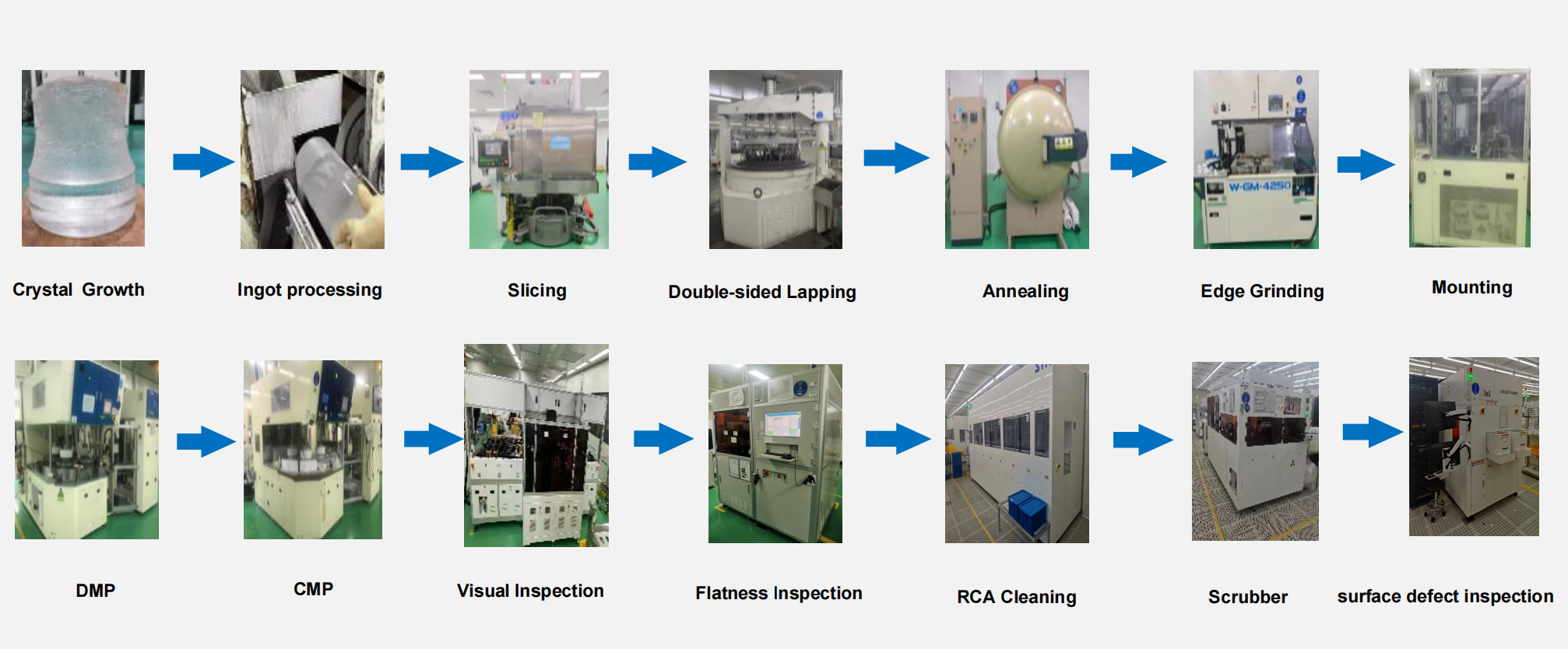
Procédé de fabrication des plaquettes de saphir
-
Croissance cristalline
L'alumine de haute pureté (Al₂O₃) est fondue et transformée en un lingot monocristallin de saphir à l'aide deKyropoulos (KY) or Czochralski (CZ)méthode. -
Traitement des lingots
Le lingot est usiné pour obtenir une forme standard : ébarbage, mise en forme du diamètre et traitement de la face d'extrémité. -
Découpe
Le lingot de saphir est découpé en fines tranches à l'aide d'unescie à fil diamanté. -
Rodage double face
Les deux faces de la plaquette sont rodées pour éliminer les marques de sciage et obtenir une épaisseur uniforme. -
recuit
Les plaquettes sont traitées thermiquement pourlibérer le stress interneet améliorer la qualité et la transparence des cristaux. -
Affûtage des bords
Les bords de la plaquette sont biseautés afin d'éviter les ébréchures et les fissures lors des étapes de traitement ultérieures. -
Montage
Les plaquettes sont montées sur des supports ou des porte-plaquettes pour un polissage et un contrôle de précision. -
DMP (Polissage mécanique double face)
Les surfaces des plaquettes sont polies mécaniquement afin d'améliorer leur régularité. -
CMP (Polissage chimico-mécanique)
Une étape de polissage fin combinant des actions chimiques et mécaniques pour créer unsurface semblable à un miroir. -
Inspection visuelle
Des opérateurs ou des systèmes automatisés vérifient la présence de défauts de surface visibles. -
Inspection de planéité
La planéité et l'uniformité de l'épaisseur sont mesurées afin de garantir la précision dimensionnelle. -
Nettoyage RCA
Le nettoyage chimique standard élimine les contaminants organiques, métalliques et particulaires. -
Nettoyage de la brosse
Le brossage mécanique élimine les particules microscopiques restantes. -
Inspection des défauts de surface
L'inspection optique automatisée détecte les microdéfauts tels que les rayures, les piqûres ou la contamination.
-
Croissance cristalline
L'alumine de haute pureté (Al₂O₃) est fondue et transformée en un lingot monocristallin de saphir à l'aide deKyropoulos (KY) or Czochralski (CZ)méthode. -
Traitement des lingots
Le lingot est usiné pour obtenir une forme standard : ébarbage, mise en forme du diamètre et traitement de la face d'extrémité. -
Découpe
Le lingot de saphir est découpé en fines tranches à l'aide d'unescie à fil diamanté. -
Rodage double face
Les deux faces de la plaquette sont rodées pour éliminer les marques de sciage et obtenir une épaisseur uniforme. -
recuit
Les plaquettes sont traitées thermiquement pourlibérer le stress interneet améliorer la qualité et la transparence des cristaux. -
Affûtage des bords
Les bords de la plaquette sont biseautés afin d'éviter les ébréchures et les fissures lors des étapes de traitement ultérieures. -
Montage
Les plaquettes sont montées sur des supports ou des porte-plaquettes pour un polissage et un contrôle de précision. -
DMP (Polissage mécanique double face)
Les surfaces des plaquettes sont polies mécaniquement afin d'améliorer leur régularité. -
CMP (Polissage chimico-mécanique)
Une étape de polissage fin combinant des actions chimiques et mécaniques pour créer unsurface semblable à un miroir. -
Inspection visuelle
Des opérateurs ou des systèmes automatisés vérifient la présence de défauts de surface visibles. -
Inspection de planéité
La planéité et l'uniformité de l'épaisseur sont mesurées afin de garantir la précision dimensionnelle. -
Nettoyage RCA
Le nettoyage chimique standard élimine les contaminants organiques, métalliques et particulaires. -
Nettoyage de la brosse
Le brossage mécanique élimine les particules microscopiques restantes. -
Inspection des défauts de surface
L'inspection optique automatisée détecte les microdéfauts tels que les rayures, les piqûres ou la contamination.
Boule de saphir (monocristallin Al₂O₃) — FAQ
Q1 : Qu'est-ce qu'une boule de saphir ?
A : Un monocristal d'oxyde d'aluminium (Al₂O₃) tel que cultivé. Il s'agit du « lingot » utilisé en amont pour fabriquer des plaquettes de saphir, des fenêtres optiques et des composants soumis à une forte usure.
Q2 : Quel est le rapport entre une boule, des gaufrettes ou des fenêtres ?
A : Le lingot est orienté → tranché → rodé → poli pour produire des plaquettes épitaxiales ou des pièces optiques/mécaniques. L'uniformité du lingot initial influe fortement sur le rendement des étapes suivantes.
Q3 : Quelles méthodes de croissance sont disponibles et en quoi diffèrent-elles ?
A: KY (Kyropoulos)etOURLETrendement élevé,faible stressboules — privilégiées pour l'épitaxie et l'optique haut de gamme.CZ (Czochralski)offre d'excellentescontrôle d'orientationet une cohérence d'un lot à l'autre.Verneuil (fusion à la flamme) is rentablepour l'optique générale et les ébauches de pierres précieuses.
Q4 : Quelles orientations proposez-vous ? Quelle est la précision typique ?
A: Plan c (0001), plan a (11-20), plan r (1-102), plan m (10-10)et les douanes. La précision de l'orientation est généralement≤ ±0,1°vérifié par Laue/XRD (plus précis sur demande).
Cristaux de qualité optique et gestion responsable des déchets en interne
Toutes nos boules de saphir sont fabriquées selonqualité optiqueNous garantissons une transmission élevée, une homogénéité optimale et de faibles densités d'inclusions, de bulles et de dislocations, répondant ainsi aux exigences des applications optiques et électroniques les plus pointues. Nous maîtrisons l'orientation cristalline et la biréfringence, de la graine au lingot, avec une traçabilité complète des lots et une constance parfaite entre les productions. Les dimensions, les orientations (plans c, a et r) et les tolérances sont personnalisables selon vos besoins de découpe et de polissage.
Il est important de noter que tout matériau non conforme aux spécifications estentièrement traité en interneGrâce à un processus en boucle fermée (tri, recyclage et élimination responsable), vous bénéficiez d'une qualité fiable sans contraintes de manutention ni de conformité. Cette approche réduit les risques, raccourcit les délais et soutient vos objectifs de développement durable.
| Bande de poids du lingot (kg) | 2″ | 4″ | 6″ | 8″ | 12″ | Notes |
|---|---|---|---|---|---|---|
| 10–30 | Approprié | Approprié | Limité/possible | Pas typique | Non utilisé | Découpe en petit format ; 6″ dépend du diamètre/longueur utile. |
| 30–80 | Approprié | Approprié | Approprié | Limité/possible | Pas typique | Usage général; lots pilotes occasionnels de 8 pouces. |
| 80–150 | Approprié | Approprié | Approprié | Approprié | Pas typique | Bon équilibre pour une production de 6 à 8 pouces. |
| 150–250 | Approprié | Approprié | Approprié | Approprié | Limité/R&D | Prend en charge les essais initiaux de 12 pouces avec des spécifications strictes. |
| 250–300 | Approprié | Approprié | Approprié | Approprié | limité/strictement spécifié | Production en grande série sur 8 pouces ; production sélective sur 12 pouces. |
| >300 | Approprié | Approprié | Approprié | Approprié | Approprié | À l'échelle de la frontière ; 12 pouces réalisables avec un contrôle strict de l'uniformité et du rendement. |

Produits associés
-

Lame transparente personnalisée en saphir Al2O3 99,999 %...
-

Substrat saphir de 8 pouces (200 mm), plaquette de saphir…
-

Substrat en carbure de silicium 6H-N double face de 2 pouces...
-

Saphir violet de couleur violette, matériau Al2O3 pour...
-
Plaquette de production SiC de 8 pouces, substrat SiC 4H-N...
-

Saphir monocristallin translucide de haute dureté...