Machine de traitement laser à micro-jet d'eau

Diagramme détaillé
Introduction
Alors que le secteur manufacturier exige toujours plus de précision et de productivité,laser guidé par jet d'eau (WJGL)L'adoption de cette technologie s'accélère, tant en ingénierie que sur le marché. Dans des secteurs de pointe comme l'aérospatiale, l'électronique, les dispositifs médicaux et l'automobile, des exigences strictes sont imposées en matière de précision dimensionnelle, d'intégrité des bords, de maîtrise de la zone affectée thermiquement (ZAT) et de préservation des propriétés des matériaux. Les procédés conventionnels – usinage mécanique, découpe thermique et traitement laser standard – sont souvent confrontés à des contraintes thermiques excessives, à la microfissuration et à une compatibilité limitée avec les matériaux hautement réfléchissants ou thermosensibles.
Pour pallier ces contraintes, les chercheurs ont introduit un microjet d'eau à grande vitesse dans le processus laser, créant ainsi le WJGL. Dans cette configuration, le jet d'eau sert simultanément demilieu de guidage du faisceauet unfluide de refroidissement/éliminateur de débris efficaceLa technologie WJGL améliore la qualité de coupe et élargit la gamme de matériaux utilisables. Conceptuellement, il s'agit d'une technologie hybride innovante combinant le traitement laser traditionnel et la découpe au jet d'eau, offrant une densité d'énergie élevée, une grande précision et une réduction significative des dommages thermiques — des atouts qui la rendent adaptée à un large éventail d'applications de fabrication de précision.

Principe de fonctionnement d'un laser guidé par jet d'eau
Comme illustré sur la figure 1, le principe de base du WJGL est de transmettre l'énergie laser à travers un jet d'eau continu, fonctionnant ainsi comme une « fibre optique liquide ». Dans les fibres optiques conventionnelles, la lumière est guidée parréflexion totale interne (TIR)en raison de la différence d'indice de réfraction entre le cœur et la gaine. WJGL exploite le même mécanisme au niveau de la gaine.interface eau-airL'eau a un indice de réfraction d'environ1,33, tandis que l'air est environ1,00Lorsque le laser est couplé au jet dans des conditions appropriées, la réflexion totale interne (RTI) confine le faisceau à l'intérieur de la colonne d'eau, permettant une propagation stable et à faible divergence vers la zone d'usinage.
Fig. 1 Caractéristiques de traitement du laser guidé par jet d'eau (schéma)

Conception de la buse et formation de micro-jets
Un couplage laser efficace au jet nécessite une buse capable de produire un microjet stable, continu et quasi cylindrique, tout en permettant au laser d'entrer selon un angle approprié pour maintenir la réflexion totale interne (RTI) à l'interface eau-air. La stabilité du jet étant déterminante pour la stabilité de la transmission du faisceau et la constance de la focalisation, les systèmes WJGL reposent généralement sur un contrôle précis des fluides et des géométries de buse soigneusement conçues.
La figure 2 illustre des états de jet représentatifs générés par différents types de buses (par exemple, capillaires et coniques). La géométrie de la buse influe sur la contraction du jet, sa longueur stable, le développement de la turbulence et l'efficacité du couplage, impactant ainsi la qualité et la répétabilité de l'usinage.
L'eau présente également une absorption et une diffusion dépendantes de la longueur d'onde. Dans le visible et le proche infrarouge, l'absorption est relativement faible, ce qui favorise une transmission efficace. En revanche, l'absorption augmente dans l'infrarouge lointain et l'ultraviolet ; la plupart des implémentations WJGL fonctionnent donc dans les bandes du visible au proche infrarouge.
Fig. 2 Structures de buses pour la formation de microjets : (a) schéma de contraction ; (b) buse capillaire ; (c) buse conique ; (d) buse conique supérieure ; (e) buse conique inférieure

Principaux avantages de WJGL
Les procédés d'usinage traditionnels comprennent la découpe mécanique, la découpe thermique (par exemple, plasma/flamme) et la découpe laser conventionnelle. L'usinage mécanique repose sur le contact ; l'usure de l'outil et les forces de coupe peuvent induire des micro-dommages et des déformations, limitant ainsi la précision et l'intégrité de surface. La découpe thermique est efficace pour les pièces épaisses, mais génère généralement une zone affectée thermiquement (ZAT) importante, des contraintes résiduelles et des microfissures qui réduisent les performances mécaniques. Le traitement laser conventionnel, bien que polyvalent, peut néanmoins présenter une ZAT relativement importante et des performances instables sur les matériaux très réfléchissants ou thermosensibles.
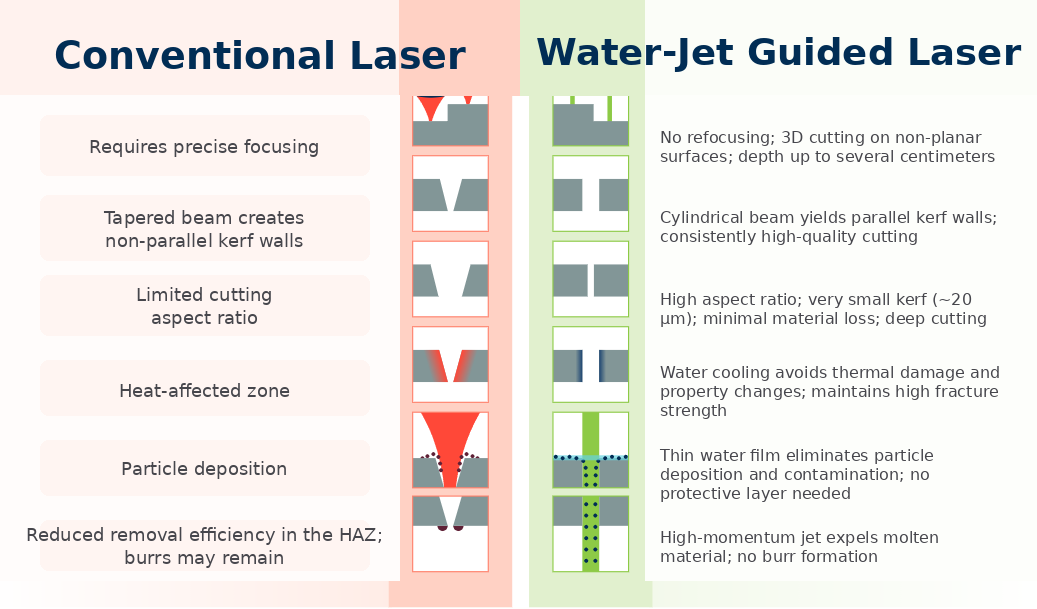
Comme le résume la figure 3, le procédé WJGL utilise l'eau comme fluide de transmission et de refroidissement simultané, réduisant considérablement la ZAT et supprimant les déformations et les microfissures, améliorant ainsi la précision et la qualité des bords et des surfaces (voir figure 4). Ses avantages peuvent être résumés comme suit :
-
Dommages thermiques réduits et qualité amélioréeLa capacité thermique massique élevée et le flux continu d'eau permettent d'évacuer rapidement la chaleur, limitant ainsi l'accumulation thermique et contribuant à préserver la microstructure et les propriétés.
-
Amélioration de la stabilité de la mise au point et de l'utilisation de l'énergieLe confinement au sein du jet réduit la diffusion et la perte d'énergie par rapport à la propagation en espace libre, permettant une densité d'énergie plus élevée et un traitement plus homogène, parfaitement adapté à la découpe fine, au micro-perçage et aux géométries complexes.
-
fonctionnement plus propre et plus sûrLe milieu aqueux capture et élimine les fumées, les particules et les débris, réduisant ainsi la contamination de l'air et améliorant la sécurité au travail.
Fig. 3 Comparaison entre le traitement laser conventionnel et le WJGL
Fig. 4 Comparaison des technologies de découpe et de perçage typiques

Domaines d'application
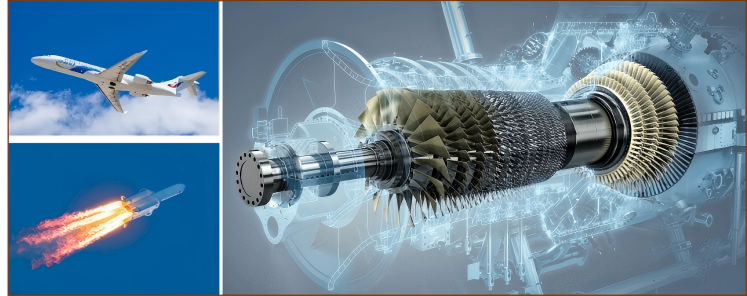
1) Aérospatiale
Les composants aérospatiaux utilisent souvent des matériaux haute performance tels que les alliages de titane, les alliages à base de nickel, les CFRP, les CMC et les céramiques, dont l'usinage s'avère complexe tout en garantissant précision et efficacité. Grâce à sa haute densité énergétique et à son refroidissement performant, le procédé WJGL permet une découpe précise avec une zone affectée thermiquement (ZAT) réduite, minimisant ainsi la déformation et la dégradation des propriétés, et garantissant la fiabilité des pièces critiques.
2) Dispositifs médicaux
La fabrication de dispositifs médicaux exige une précision, une propreté et une intégrité de surface exceptionnelles, notamment pour les instruments mini-invasifs, les implants et les dispositifs de diagnostic/thérapie. En refroidissant et en nettoyant la zone d'usinage par un flux d'eau, le procédé WJGL réduit les dommages thermiques et la contamination de surface, améliorant ainsi la régularité de la fabrication et favorisant la biocompatibilité. Il permet également la fabrication de précision de géométries complexes pour des dispositifs personnalisés.

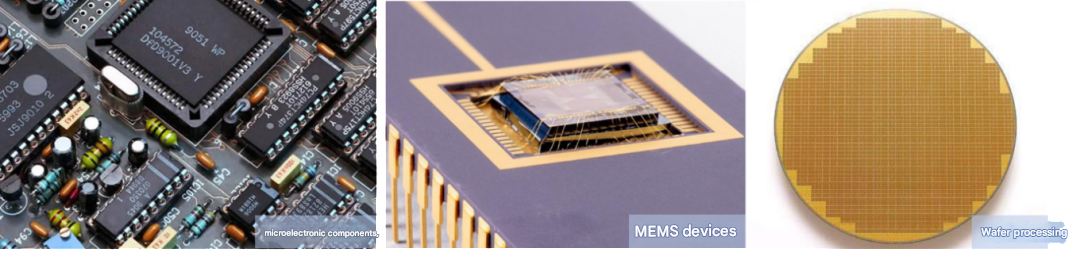
3) Électronique
Dans le domaine de la microélectronique et de la fabrication de semi-conducteurs, le WJGL est largement utilisé pour le découpage de plaquettes, l'encapsulation de puces et la microstructuration grâce à sa haute précision et son faible impact thermique. Le refroidissement par eau atténue les dommages causés par la chaleur aux composants sensibles, améliorant ainsi la fiabilité et la stabilité des performances.
4) Usinage au diamant
Pour les pièces en diamant et autres matériaux ultra-durs, WJGL propose une découpe et un perçage de haute précision, caractérisés par un faible impact thermique, des contraintes mécaniques minimales, une grande efficacité et une qualité de surface et d'arête supérieure. Comparé aux méthodes mécaniques conventionnelles et à certaines techniques laser, WJGL préserve souvent mieux l'intégrité du matériau et réduit les défauts.

FAQ sur le laser à jet d'eau guidé (WJGL)
1) Qu'est-ce que l'usinage laser guidé par jet d'eau (WJGL) ?
Le procédé WJGL consiste à coupler le faisceau laser à un microjet d'eau. Ce dernier sert à la fois de guide d'onde et de fluide de refroidissement/d'évacuation des débris, permettant ainsi une haute précision et une réduction des dommages thermiques.
2) Comment fonctionne WJGL ?
La technologie WJGL repose sur la réflexion totale interne à l'interface eau-air. L'eau et l'air ayant des indices de réfraction différents, le laser peut être confiné et guidé dans la colonne d'eau – à la manière d'une « fibre optique liquide » – et acheminé de façon stable vers la zone d'usinage.
3) Pourquoi le WJGL réduit-il la zone affectée thermiquement (ZAT) ?
L'eau en circulation continue évacue efficacement la chaleur grâce à sa capacité thermique élevée. Ceci limite l'accumulation de chaleur, réduisant ainsi la zone affectée thermiquement (ZAT), les déformations et les microfissures.
4) Quels sont les principaux avantages par rapport au traitement laser conventionnel ?
Les principaux avantages comprennent généralement :
-
Exigences de recentrage réduites ou inexistantes ; convient à la découpe non plane/3D
-
Des parois de trait de scie plus régulières et parallèles, et une qualité de coupe améliorée
-
Impact thermique nettement inférieur (zone affectée thermiquement plus petite)
-
Procédé plus propre : l'eau capture les particules et contribue à prévenir les dépôts et la contamination.
-
Réduction des bavures : le jet contribue à éjecter le matériau fondu de la saignée.
À propos de nous
XKH est spécialisée dans le développement, la production et la vente de verres optiques spéciaux et de nouveaux matériaux cristallins de haute technologie. Nos produits sont destinés à l'électronique optique, à l'électronique grand public et au secteur militaire. Nous proposons des composants optiques en saphir, des films de protection pour objectifs de téléphones portables, de la céramique, du LT, du carbure de silicium (SiC), du quartz et des plaquettes de cristal semi-conducteur. Grâce à notre expertise et à nos équipements de pointe, nous excellons dans la transformation de produits non standard, avec pour ambition de devenir une entreprise leader dans le domaine des matériaux optoélectroniques.

Produits associés
-
Saphir Dia50,8×0,1/0,17/0,2/0,25/0,3 mm…
-

Plaquettes de carbure de silicium SiC 6 pouces (150 mm) typ. 4H-N...
-
Plaquette de silicium à couche mince d'oxyde thermique SiO2 de 4 pouces...
-
Pilier en saphir entièrement poli résistant à l'usure...
-

Nitrure de gallium (GaN) épitaxié sur saphir...
-

Plateau porte-mandrin en céramique SiC, ventouses en céramique pré...